These negative effects are.
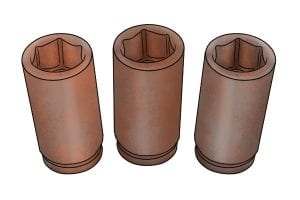
The rust layer is likely to wear off as the socket is used, which will remove material from inside the socket altering its size and shape, increasing the chance of the socket rounding the fastener head.
If enough of the sockets internal head recess has rusted away, then, as the rust is worn off, the socket walls may no longer make contact with the fastener head, simply spinning around it and not turning it.
As the rust eats away at the socket, it will become weaker, increasing the possibility of the socket breaking. This is especially true of impact sockets due to the additional forces and vibration they are subjected to.