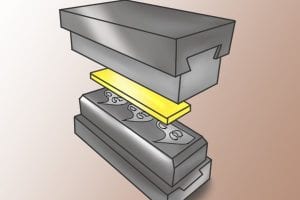
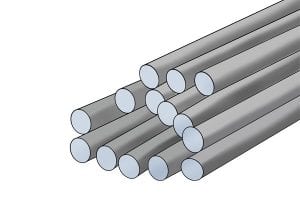
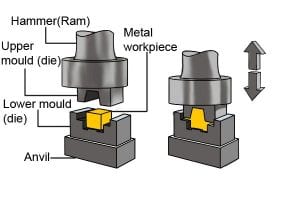
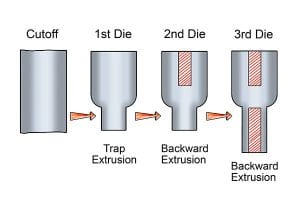
The manufacturing of sockets is comprised of several processes which include: forging, machining, stamping, heat treating polishing and plating.
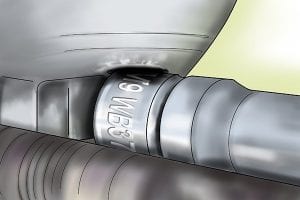
Whilst all sockets are produced in roughly the same way, there will be slight variations between manufacturers and different types of socket; for example, impact sockets have a black oxide coating applied instead of chrome plating.
You also need to consider the different sizes of sockets, as smaller tools will need more intricate construction.