



How to use an engineer’s straight edge when scraping?
How to use an engineer’s straight
|
||||
|
|
||||
 |
An engineer’s straight edge can be used in scraping in place of a reference plate. This is useful if you are scraping a workpiece that is too large to fit or be lifted onto a reference plate. Triangular straight edges are used in scraping to achieve flatness in the dovetails of machine ways. | |||
Other equipment you will need: |
||||
 |
Engineer’s spotting inkThis is used to highlight the areas on the workpiece that have high spots which need scraping. There are many types of spotting ink that can be used in scraping; the most popular is Prussian Blue. |
|||
 |
Small rollerA small rubber roller is best, although the foam sort you would use in decorating can also be used. This is used to roll a thin, even layer of spotting ink. |
|||
 |
Microfibre clothThe microfibre cloth lifts dirt from the surface of the workpiece, leaving it clean and ready to be scraped. |
|||
 |
BrushYou will need a soft-bristled brush to clean off the scraped metal from your workpiece. |
|||
 |
Engineer’s scraperAn engineer’s scraper is used to scrape off and remove high spots from the surface of a workpiece, making it flatter. |
|||
Begin work |
||||
 |
Step 1 – CleanBegin by first checking that your workpiece and engineer’s straight edge are clean. Use the soft-bristled brush to remove any dirt and then wipe over both the straight edge and workpiece with a microfibre cloth. |
|||
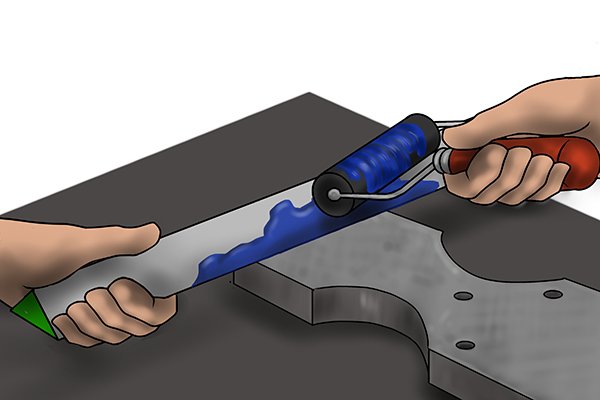 |
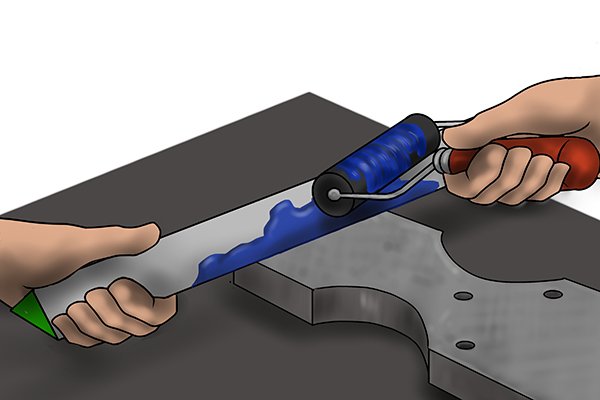
Step 2 – Spread out spotting inkPlace a small amount of spotting ink on the straight edge’s working face and spread it out with the small roller. |
|||
 |
Step 3 – Rub straight edge in spotting inkCarefully place the straight edge onto the surface of the workpiece, then move it across the surface. This process is called ‘rubbing’. |
|||
 |
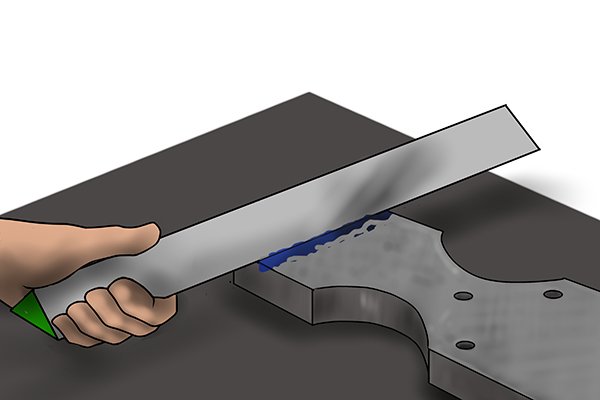
Step 4 – Remove straight edgeCarefully remove the straight edge from the surface of the workpiece. |
|||
 |
Step 5 – Reveal areas to be scrapedAt this stage, you should have a few large spots of ink on the workpiece. These are the areas that need scraping. Only scrape the areas highlighted by spotting ink. |
|||
 |
Step 6 – Scrape high spotsScrape away the inked high spotted areas on the workpiece, in a series of close, straight parallel lines. Only scrape the inked areas. |
|||
 |
Step 7 – Scrape againRepeat step 6, going back over the same area, but at a right angle to the previous lines. |
|||
 |
Step 8 – CleanClean off the workpiece with a soft-bristled brush to remove any dust created in the scraping process. Then wipe the workpiece over with a microfibre cloth. |
|||
 |
Step 9 – Repeat inking and rubbingRepeat steps 2, 3 and 4. Each time you roll out an area of spotting ink on the engineer’s straight edge, try and make it slightly thinner than the previous time. This will help to highlight smaller high spots on the workpiece. At the end of this, the high spotted area marked with ink should be larger than the first time. |
|||
 |
Step 10 – Repeat scrapingRepeat steps 5, 6, 7, 8 and 9 until the entire surface of the workpiece is evenly covered with high spots, at which stage it is considered to be flat. |
|||
